

В машиностроительном производстве за последнее десятилетие проведена масштабная технологическая модернизация. Для удешевления затрат при производстве форм и стержней из холоднотвердеющих смесей, повышения качества и эффективности использования обогащенного песка используется ресурсосберегающая технология и установки регенерации холоднотвердеющих смесей. Широкий спектр установок вторичной оттирки ХТС представлены в каталоге на сайте https://sltgroup.ru/catalog/turbo-regeneratsiya-smesey-zhss-co2/ustanovka-vtorichnoy-ottirki-khts-zhss-pgs/
Технологический процесс по удалению шламистых покрытий и пленок с поверхности зерен обогащенной руды называется оттиркой. С помощью оттирки обогащенная руда получает «вторую жизнь».
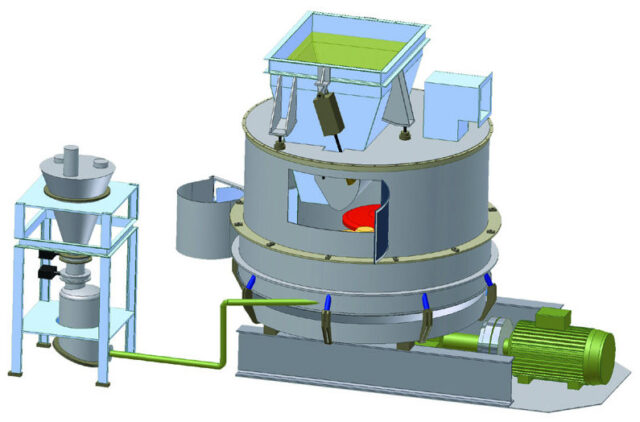
При проведении вторичной оттирки ХТС, ЖСС и ПГС используются контактные чаны, скрубберы, мельницы или истиратели. После первичной оттирки, которая включает в себя чаще всего механическое перетирание смеси, слой пленки связующей смеси разрушается в пыль и удаляется с помощью звуковой или реагентной обработки.
Какие конкретные плюсы получило машиностроительное производство от внедрения в производство установок вторичной оттирки ХТС, ЖСС и ПГС?
При первичном производстве для получения смеси, на ее стоимость влияют такие составляющие как: кварцевый песок, связующий компонент и катализатор. Несмотря на то, что при производстве смеси на долю химических составляющих (катализатор и связующий компонент) приходится всего 1,5% в общей массе, но на них же приходится и 65% стоимости 1 тонны формовочной смеси из свежего кварцевого песка.
Таким образом, после выбивки обогащенного песка, гораздо эффективнее его использовать вторично, запуская процесс оттирки.
Регенерационные установки позволяют подобрать оптимальную установку регенерации холоднотвердеющих смесей, с учетом специфики конкретного литейного производства. Все установки регенерации смесей при этом имеют единую схему технологического процесса, включающие: выбивку формы, дробление, перетирание, охлаждение и пневмопередачу готового продукта на участок формовки.
















